
|
|||||
 |
|||||
| MEASURING |
|||||
| Measuring cylinders DIRECTLY on the plant | |||||
Manual of use of the callipers The callipers for the measurement of the profile of cylinders/calender can be assemble in two different ways in function of the available space for the measurement. First method of measurement The callipers is composed by two arms on which two comparators are placed on; this callipers is used for the measurement of cylinders that have free space on both the sides. (see picture 1) 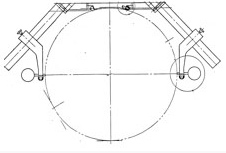
How used the callipers A. Before beginning to measure they owe the areas of the cylinder particularly the superior surface and the side surface must be clean; B. The length of the cylinder table has to be divided in equal parts (step 10 cms) departing from the middle (center) (see picture 2) to the two ends (left and right) of the cylinder. 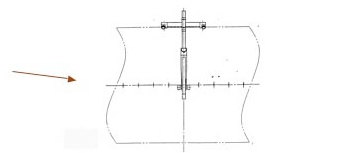 C. the callipers has to placed on the middle of the cylinder and the comparators have to be reseted both; D. to be necessary to run the callipers from the middle to the first nick of reference previously individualized; E. to be necessary read on the comparators the measured readings; in the case the readings on the comparators are both positive (+ +) or negative (- -) such readings must be added; on the contrary readings have to be subtracted; F. to be necessary to repeat the instruction C - D – E running the callipers from the middle to all the nick of reference; G. to be necessary to represent by a diagram the readings, that have been measured, (to see the actual profile of the cylinder. (you see picture 5-6-7) Second method of measurement The callipers is composed by an arm on which a comparator is placed on; this callipers is used for the measurement of cylinders that have free space only on one side. (see picture 4) 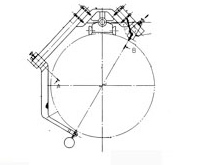
How used the callipers A. Before beginning to measure they owe the areas of the cylinder particularly the superior surface and the side surface must be clean; B. The length of the cylinder table has to be divided in equal parts (step 10 cms) departing from the middle (center) (see picture 2) to the two ends (left and right) of the cylinder. 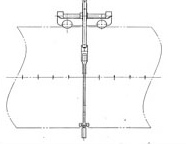 C. the callipers has to placed on the middle of the cylinder and the comparator has to be reseted; D. to be necessary run the callipers from the middle to the first nick of reference (left or right) previously individualized (left and right); E. to be necessary read on the comparators the measured reading; F. to be necessary to repeat the instruction C - D – E running the callipers from the middle to all the nick of reference; G. to be necessary to represent by a diagram the readings, that have been measured, (to see the actual profile of the cylinder. (you see picture 6). 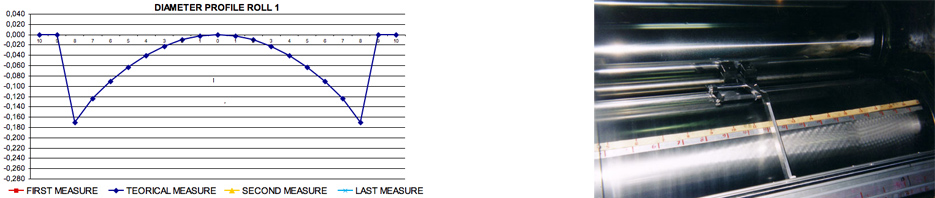 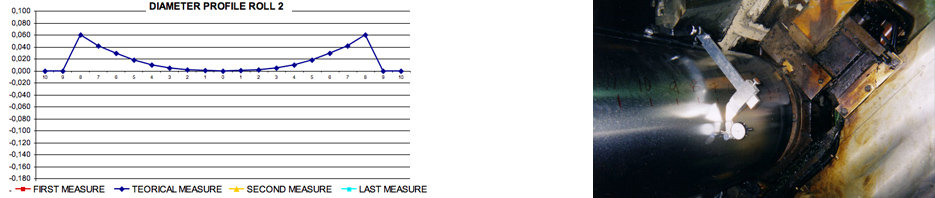 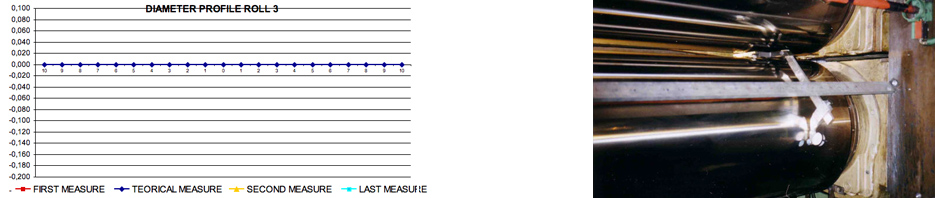 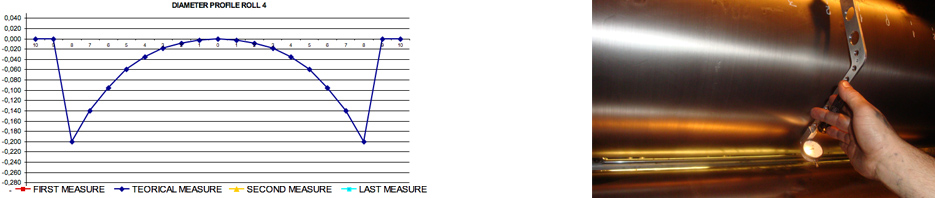 Setting of the wheels of the trolley To be necessary to use a plane and smooth: table to settle the running of the trolley. To be necessary running the trolley on the table; if irregularities happen, it’s necessary to turn of screw wheels. To be necessary to correct the position of the wheels and subsequently lock them. To be necessary to repeat the adjustment till the running on the table is regular (see picture 7). 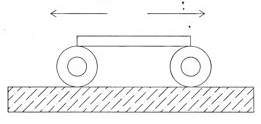 |
|||||



