
|
|||||
 |
|||||
| TECHNICAL INFORMATION | |||||
Machines for GRINDING and PRECISION-FINISHING cylinders DIRECTLY on the system 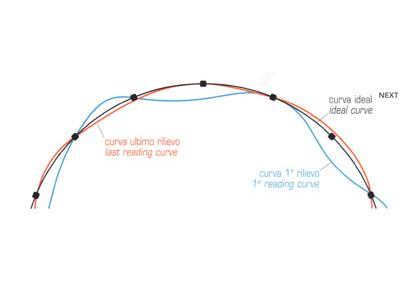 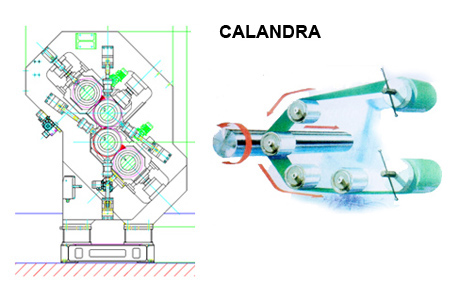 TECHNICAL This innovative system saves costly dismantling of cylinders far grinding. It restores original profile and roughness. It provides geometrie precision. Profile tolerance <= 0.01 mm Roughness <= 0.004 micron This solution is highly appreciated by tyre and sheet rubber manufacturers. The system remedies the wear caused to the cylinders during operation. SYSTEMS INVOLVED Tyre manufacture. Textile rolling presses [fabric-rubber coupling]. Metal rolling presses [metal-rubber thread coupling]. Mixers. Bembury. Manufacture of PVC sheets. Rolling presses with cast-iron cylinders. Rolling presses with chromed cylinders. TYPE DF DPERATION Wear measurement The cylinders are measured individually, with special gauges designed by us (see figure). The data are entered in a computer, in which a curve is automatically generated that is compared with the original. OPERATING PROCEDURE Grinding / Lapping. In this phase, the profile of the cylinders is corrected during the course of various grinding stages [see figure] unti! the originai curve is restored and <= 0,01 mm geometric precision is achieved together with the required roughness. SUPERFINISH PRODUCTIVITY 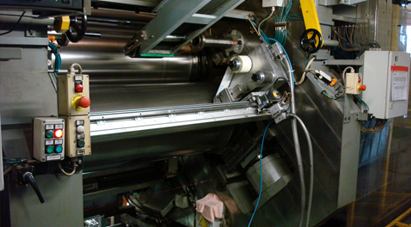 SUPERFINISH PB100 MACHINE SPECIFICATIONS Repeatable finishes Ra=0,004 IJm. Eliminates lines left by grinder/tool. Cuts processing ti me by about 60%. Keeps final quality costant. Easy to install on grinders and lathes. Produces no atmospheric emissions. Easy to use/automatic finishing cycles. APPLICATIONS Metallaminating cylinders, printing rollers, calendar cylinders, pneumatic pistons, rubber coated rollers, ceramic rollers, engraved rollers, chrome-plated rollers, cast-iron cylinders, etc. MATERIALI Copper, steel, steel alloy, aluminium, chrome, ceramic, nickel, titanium, resins, rubber, etc. INNOVATIONS IN PRECISION FINISHINIG PRECISIDN FINISHING Is the most advanced and economical surface finishing method. The procedure is particularly popular with manufacturers of components with a high added value, who are implementing the technology in response to the everincreasing demand for greater durability. Our technology aims to improve the quality of: dimensional precision, flatness, surface profile, roundness, alignment. OPERATING METHOD A stationary or oscillating belt is held against the rotating component under pressure. Ouring operation the belt is moved forward by an adjustable electronic devi ce to ensure that the part of the belt which is not worn remains in contact with the rotating component, so that the amount of material removed and the degree of surface roughness remain constant. The roughness and appearance of the finished product depend on the type of belt used in the finishing process. |
|||||




